
Авторы: С. Г. Паршин, д.т.н., В. А. Кархин, д.т.н., А. М. Левченко, к.т.н., И. С. Антипов, магистр Санкт-Петербургский политехнический университет Петра Великого, ООО «УНТЦ „Сварка“», Санкт-Петербург
История подводной сварки и резки
Первые опыты по подводной дуговой сварке и резке были выполнены в Санкт-Петербурге в 1887 г. изобретателем дуговой сварки Н. Н. Бенардосом и электротехником Д. А. Лачиновым угольным электродом. В СССР в декабре 192
3 г. в Балаклаве была создана экспедиция подводных работ особого назначения (ЭПРОН). Пионерами подводной дуговой сварки и резки являются академик К. К. Хренов и академик В. П. Никитин, которые с 1921 г. работали в Петрограде на заводе «Электрик».
 |  |  |
К. К. Хренов писал: «Первые опыты были начаты в январе 1932 г. и проводились в сварочной лаборатории в довольно примитивном небольшом бачке с проточной водой, глубина погружения дуги составляла 300–350 мм. Сварщик погружал в воду кисти рук в резиновых перчатках». Первая публикация в мире о подводной сварке — «Электросварка под водой» — была размещена К. К. Хреновым в № 1–2 журнала «Сварщик» в 1933 г. Первые спасательные работы с помощью мокрой подводной ручной электродуговой сварки были выполнены под его руководством в 1936 г. при заделке пробоины днища парохода «Уссури» в Ленинградском порту и при подъеме парохода «Борис» в Черном море, затонувшего в Стрелецкой бухте на глубине 48 м.
С марта 1942 г. К. К. Хренов начал проводить исследования и обучение подводной ручной электродуговой сварке водолазов в специальной созданной им лаборатории с учебной камерой 4×2×3,2 м для полного погружения. К концу 1943 г. в СССР были уже сотни водолазов-электросварщиков и водолазов-резчиков. К. К. Хренову принадлежит приоритет по разработке электродов для сварки и наплавки бронзовых винтов, полуавтоматической сварке лежащим электродом. В США такие работы были проведены только в 1943 г., а первый обзор по подводной сварке был опубликован в 1968 г.
Разработки покрытых электродов для подводной мокрой сварки
У первых сварочных электродов К. К. Хренова покрытие состояло из мела, железного сурика, титановой руды и полевого шпата. Смесь замешивали на жидком стекле в соотношении 100/30 частей и наносили слоем толщиной 0,25 от диаметра стального стержня из электродной углеродистой проволоки диаметром 5 мм. В качестве ионизатора вводили ферроцианид калия K3Fe (CN)6 в количестве около 2–3% от массы. Режим сварки: сварочный ток 200–300 А, напряжение 35 В. Один из первых патентов на покрытие электродов для подводной сварки был опубликован в 1950 г. и описывал покрытие из следующих компонентов (мас., %): двуокись титана —8–12; ферромарганец — 12–15; плавиковый шпат — 13–15; тальк — 10–12; жидкое стекло —60. Впоследствии в СССР были разработаны улучшенные составы покрытых электродов диаметром 4–5 мм для подводной мокрой сварки и резки. Величина сварочного тока при сварке покрытыми электродами марок ЭП-35, ЭПС-5, ЭПС-52, ЭПО-55, УОНИ13/45П при диаметре 4 мм составляла 160–260 А. Электроды для резки ЭПР-1, ПРТ, ЛПС-2, Р-2 изготавливали диаметром 5 мм, длиной 500–700 мм и применяли для резки металла толщиной до 20 мм при токе 350–500 А.

Под руководством профессора В. Л. Руссо в 1984–1986 гг. в Ленинградском кораблестроительном институте были разработаны покрытые электроды ЛКИ-1П, ЛКИ-2П. В 2014 году эти исследования были продолжены в СПбПУ Петра Великого под руководством профессора С. Г. Паршина. В 2023 г. разработаны покрытые электроды ЭППС-500 с покрытиями систем: TiO2-CaF2-CaO, TiO2-CaF2-Fe2O3 и TiO2-CaF2-LaF3-Na3AlF6 (защищено патентом). Наиболее инновационной является редкоземельная рутил-фторидно-перовскитная система покрытия для мокрой сварки сталей повышенной прочности на основе низкокислородной композиции TiO2-CaF2-LaF3 — Na3AlF6 высокой основности в сочетании с электродными стержнями Св-08А и Св-10Х16Н25АМ6 диаметром 3 и 4 мм. Для подводной сварки использовали сталь D40 с пределом прочности 550 МПа, пределом текучести 435 МПа, твердостью 155–165 HV. Твердость наплавленного металла при подводной сварке стали D40 толщиной 8 мм по ГОСТ Р 52927— 2015 электродами с покрытием TiO2-CaF2-Fe2O3 со стержнем Св-08А составила 174–211 HV. Твердость наплавленного металла при подводной сварке электродами с покрытием TiO2-LaF3— Na3AlF6 со стержнем Св-08А составила 180–210 HV, со стержнем Св-10Х16Н25АМ6 —248–320 HV. Механические испытания по ГОСТ 6996−66 показали, что прочность сварных соединений при сварке электродом с покрытием TiO2-LaF3-Na3AlF6 со стержнем Св-08А составляет 530–566 МПа, ударная вязкость KCV0=50–60 Дж/см2, что свидетельствует о равнопрочности шва основному металлу.
Разработки порошковых проволок и технологий для мокрой механизированной подводной сварки
В 1946 г. К. К. Хренов (заведующий кафедрой сварки МГТУ им. Н. Э. Баумана) принял приглашение академика Е. О. Патона занять должность заместителя директора Института электросварки (ИЭС). Работа академика Хренова в ИЭС привела к развитию исследований в области подводной сварки и созданию мощной научной школы. Первые порошковые проволоки для подводной мокрой сварки были разработаны под руководством И. М. Савича. Через два года была разработана проволока ППС-АН1 рутил-руднокислого типа для сварки углеродистых сталей на глубинах до 20 м.
В 2012 году в ООО «УНТЦ «Сварка»» (Санкт-Петербург) по просьбе промышленных предприятий России, выполняющих водолазные работы, доцентом кафедры сварки СПбПУ Петра Великого, к.т.н. А. М. Левченко была создана ГИРД (группа инженеров, работающих даром) в составе С. Г. Паршина, А. И. Баранкевича, И. С. Антипова, Г. Н. Вострецова и И. Л. Репина) для разработки в порядке импортозамещения самозащитных порошковых проволок и оборудования механизированной подводной сварки. Петербургское ООО «РСЗ МАЦ НАКС» в 2014 г. начало финансирование НИОКР по разработке самозащитных порошковых проволок для подводной мокрой сварки и резки углеродистых и низколегированных сталей повышенной и высокой прочности. С 2014 г. к научному коллективу разработчиков ООО «УНТЦ «Сварка»» присоединился профессор С. Г. Паршин и коллектив ФГАОУ ВО СПбПУ. Разработанные порошковые проволоки серии ППСАПЛ, ППР-АПЛ, ППС-Н1 защищены патентами и сертификатами.
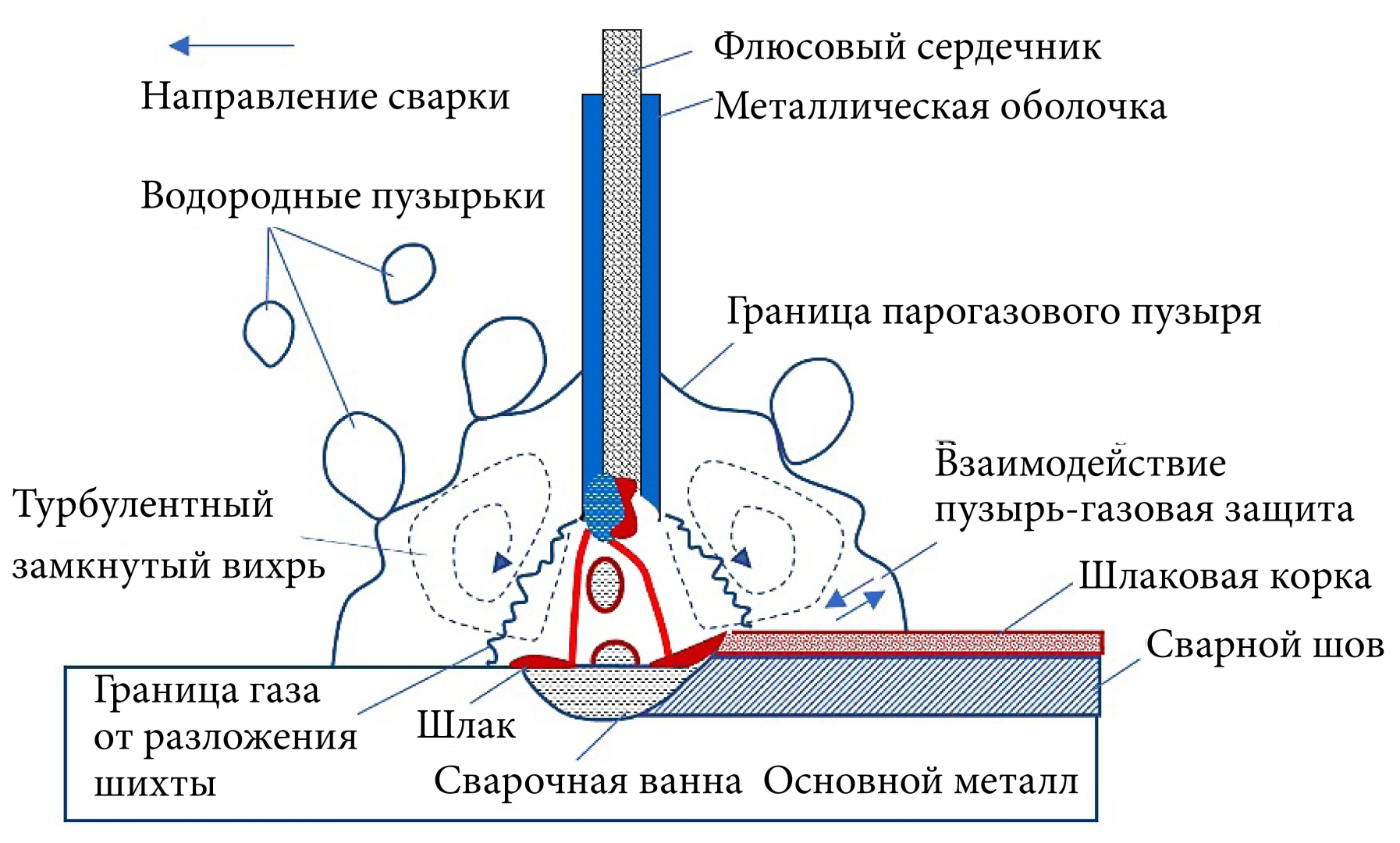
Производительность механизированной подводной сварки порошковой проволокой в 3–5 раз выше ручной сварки покрытыми электродами, а расход сварочных материалов меньше в 1,6 раза. Порошковая проволока имеет диаметр 1,6–2 мм, сварка осуществляется в парогазовом пузыре над сварочной ванной.
Испытания в условиях Баренцева моря подтвердили возможность сварки на глубинах до 60 м включительно с применением стандартных источников питания.
C 2020 г. в ООО «УНТЦ «Сварка»» под руководством профессора С. Г. Паршина ведутся перспективные разработки технологий мокрой сварки аустенитных порошковых проволок ППС-АПЛ6 для подводной мокрой сварки высокопрочных сталей с целью достижения класса, А по стандарту США AWS D3.6M:2017, который соответствует требованиям к сварке на воздухе. С 2023 г. проводятся исследования порошковых проволок для сплавов цветных металлов. В 2025 г. ООО «УНТЦ «Сварка»» разработана порошковая самозащитная проволока марки ППС-Н1 из никелевого сплава для высоколегированных коррозионностойких сталей в интересах ГК «Росатом».
Разработка порошковых проволок для подводной резки
Первые электроды К. К. Хренова для подводной мокрой резки имели стальной стержень диаметром 6–7 мм и покрытие из смеси жидкого стекла, мела, железной окалины и цемента в 1972 году. Они резали металл толщиной до 15 мм при токе до 1000 А и напряжении 40–50 В. В 1985 г. ИЭС им. Е. О. Патона выполнили мокрую резку порошковой проволокой корпуса атомной подводной лодки толщиной 40 мм в целях подъема из глубины 40 м.
Основными преимуществами применения порошковых проволок для резки является отсутствие необходимости подачи кислорода, простота и безопасность. Принцип резки порошковой проволокой основан на окислении металла кислородом при разложении шихты проволоки и вытеснении шлака давлением дуги.
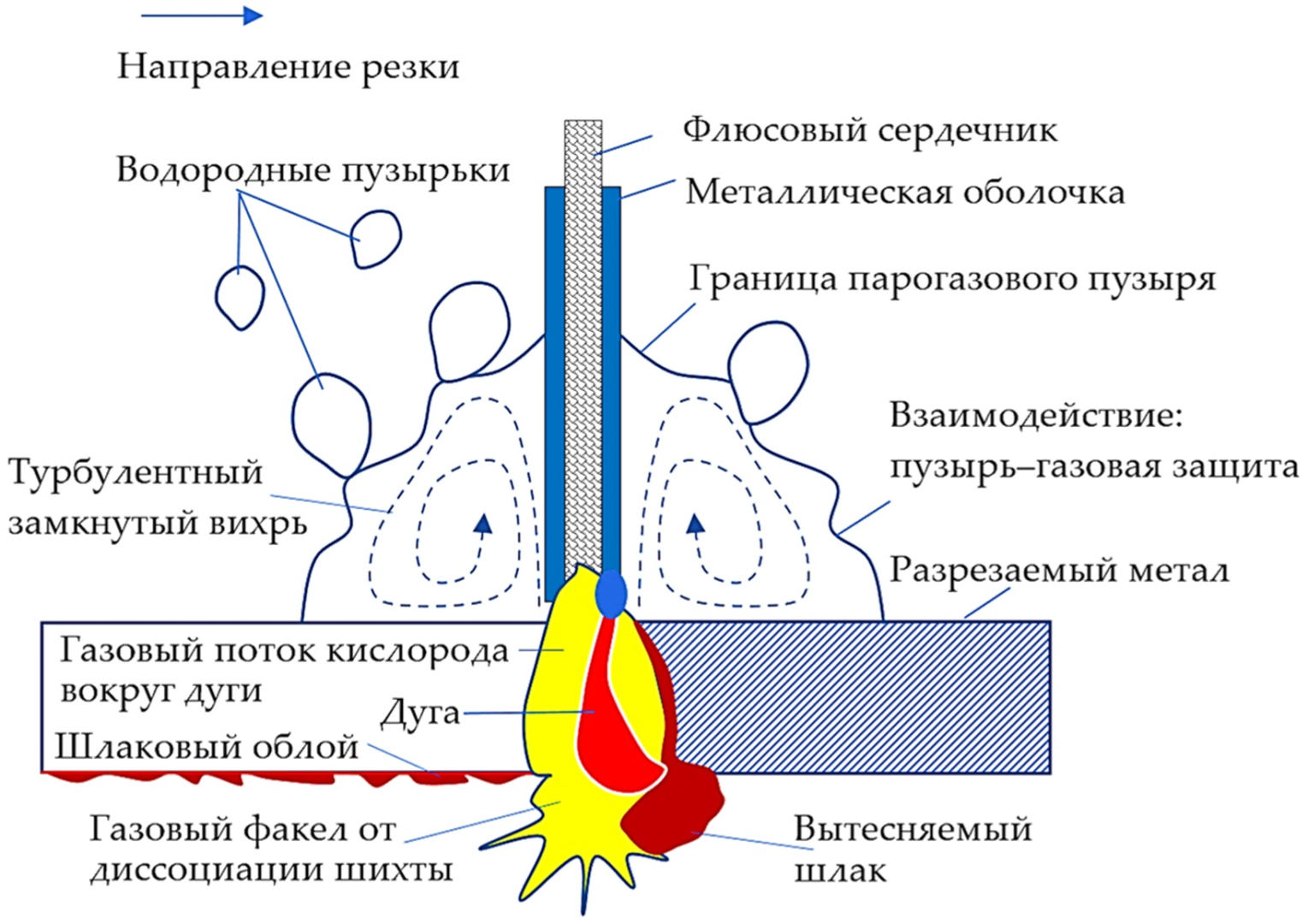
Порошковые проволоки ППР-АПЛ1, ППР-АПЛ2 для мокрой подводной резки (защищены патентами) изготавливаются из стальной оболочки и шихты. Проволокой ППР-АПЛ диаметром 2 мм режут сталь на прямой полярности как под водой, так и на воздухе при сварочном токе 240–350 А и напряжении дуги 35–37 В со скоростью до 12 м/ч.
Разработка оборудования для подводной мокрой сварки и резки
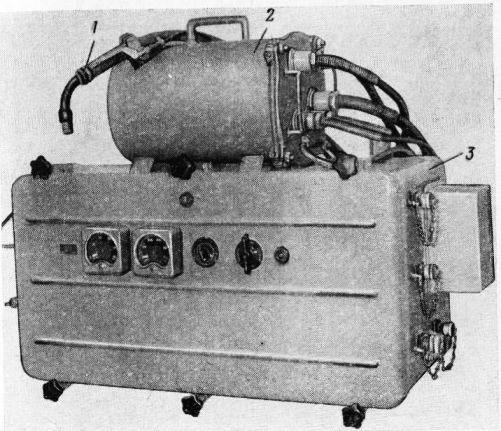
Первые сварочные полуавтоматы для подводной сварки и резки были разработаны и созданы в СССР, в Ленинграде, во ВНИИЭСО в 1945 году —правопреемнике завода «Электрик». А через шесть лет разработали полуавтоматы ППСР-300−2 и ПДПГ-300−3 с источником ПС-500 для подводной сварки сплошной проволокой Св-10ГС с подачей CO2. Полуавтомат ППСР-300−2 имел металлический погружной блок массой 32 кг с кассетой проволоки массой 3 кг. Сварочный ток полуавтомата — 300 А, скорость подачи проволоки 2–16 м/мин, диаметр проволоки 1,2–1,6 мм. При сварке на глубине 10 м напряжение дуги составляло 38–42 В, ток 170–200 А, на глубине 60 м —50–56 В, ток 190–220 А.
На основе аппарата ППСР-300−2 в 1967 г. в ИЭС им. Е. О. Патона был разработан полуавтомат А1200 «Нептун-1» для мокрой сварки на глубинах до 60 м, который имел погружной блок (из органического стекла) массой 53 кг с кассетой проволоки массой 10 кг, с диаметром сплошной или порошковой проволоки 1,6–3,5 мм. Для вытеснения воды погружной блок постоянно продувался воздухом или углекислым газом. Испытания аппарата «Нептун-1» проводились в 1968 г. в Ленинграде с применением порошковой проволоки ППС-АН1 на глубине 10 м. В период с 1967 по 2010 гг. в ИЭС им. Е. О. Патона выполнялись разработки аппаратов для подводной сварки и резки порошковой проволокой серии «Нептун», которые были поставлены на снабжение ВМФ СССР.
К 2010 г. в Российской Федерации возникла острая необходимость в разработке отечественного сварочного оборудования и материалов для подводной мокрой сварки. В 2014 г. была создана группа проектировщиков, и под руководством к.т.н. А. М. Левченко в ООО «УНТЦ «Сварка»» был разработан первый отечественный комплекс (КОПС) для подводной механизированной сварки и резки самозащитными порошковыми проволоками на глубинах до 60 м (усиленный вариант комплекса со специальным источником питания способен работать на глубинах до 200 м).
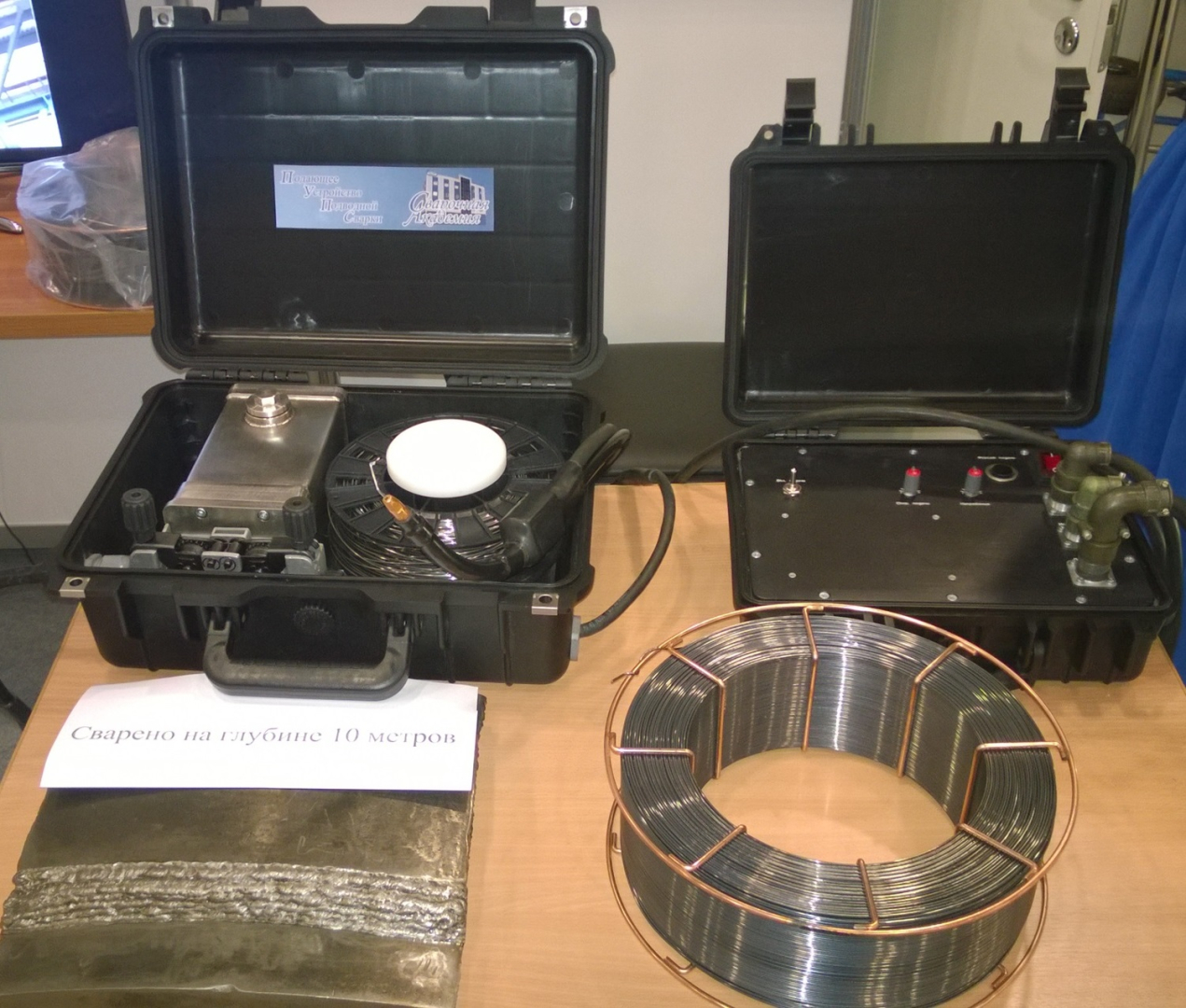 |  |
Комплекс состоит из погружного блока подачи порошковой проволоки, корабельного блока управления, источника питания, кассеты с проволокой, горелки, кабелей. Часть узлов аппарата изготавливается методами аддитивных технологий. Максимальный сварочный ток достигает 500 А при ПВ=100%. Предусмотрен режим переключения полярности, поскольку резка порошковой проволокой осуществляется на прямой полярности, а сварка на обратной полярности. Скорость подачи проволоки изменяется до 14 м/мин. Погружной блок имеет массу не более 15 кг, блок управления не более 4 кг.

Комплекс КОПС совместно с порошковыми проволоками ППС-АПЛ2 и ППР-АПЛ1 и источником питания «MIG 5000» (Сварог) прошел ряд сертификационных испытаний в НАКС, РМРС и допущен для сварки и резки на подводных объектах, подведомственных Ростехнадзору РФ и РМРС.
Применение КОПС для механизированной сварки порошковыми проволоками, увеличивает производительность сварки в 3–5 раз по сравнению с подводной ручной сваркой покрытыми электродами. Стоимость выполнения подводных работ комплексом КОПС по сравнению с работами импортными покрытыми электродами (США) для ручной дуговой сварки, уменьшается в 10 раз.
Внедрение сварочных материалов и оборудования
Исследования ФГАОУ ВО СПбПУ и ООО «УНТЦ «Сварка»» впервые в России положили инновационную основу для серийного производства оборудования и материалов для подводной сварки и резки. В РФ с 2014 г. ООО «УНТЦ «Сварка»» совместно с ООО «ВЭЛДНОВА» (г. Краснодар) осуществляет серийное производство порошковых проволок и комплексов КОПС для подводной мокрой сварки и резки. Сварочный комплекс и его прорывные технологии механизированной сварки и резки внедрены и много лет успешно используются при монтаже и ремонте подводных конструкций на территории Российской Федерации: Каспийского, Черного, Балтийского, Баренцева, Восточно-Сибирского, Охотского морей. Важным этапом деятельности ООО «УНТЦ «Сварка»» является дальнейшая разработка и внедрение оборудования, сварочных материалов и глубоководных подводных прорывных технологий в интересах спасательных отрядов Морского флота РФ. По результатам выполнения НИОКР в ПАО «Газпром» в 2017–2018 гг. были впервые в Российской Федерации разработаны СТО Газпром 2−2.3−1104−2017 и СТО Газпром 2−2.3−1155−2018 при ремонте подводных газопроводов из сталей повышенной прочности.
Выполнение ФГАОУ ВО СПбПУ в 2023 г. НИОКР по подводной сварке в интересах АО «ЦКБ МТ «Рубин»» впервые при надзоре РМРС и участии ООО «УНТЦ «Сварка»» позволило РМРС также впервые в России внести в Правила классификации и постройки морских судов НД № 2−020101−174, Часть XIV Сварка, отдельную главу 2.14 по подводной сварке под наименованием «Подводная сварка и сварка конструкций, с обратной стороны которых находится вода» и пункт 2.1.12 с формулировкой: «Сварка и резка под водой, а также сварочные работы на конструкциях, с обратной стороны которых во время сварки находится вода, допущены РМРС по одобренным РМРС технологическим инструкциям с учетом 2.14». Внесение технологии механизированной сварки в Правила РМРС позволило решить проблему подводного ремонта ответственных морских конструкций с применением сертифицированных самозащитных порошковых проволок и комплексов сварки и резки.

В 2025 г. ООО «УНТЦ «Сварка»» совместно с ФГАОУ ВО СПбПУ в интересах ГК «Росатом» достигли положительных результатов по разработке и испытанию технологий подводной мокрой сварки высоколегированных хромоникелевых сталей для дистанционного ремонта дефектов бассейнов выдержки отработанного ядерного топлива АЭС. Технология подводной мокрой сварки производится на глубинах до 20 м в растворе борной кислоты при наличии ионизирующего излучения с применением подводного сварочного робота и порошковой самозащитной проволоки марки ППС-Н1.
Вывод
Учеными, инженерами и водолазами-сварщиками России в течение 2012–2025 гг. успешно решена задача качественной мокрой подводной механизированной сварки и резки самозащитными сварочными проволоками металлических конструкций на глубинах до 60 м. Внедрение результатов инновационных исследований и разработок инженеров ООО «УНТЦ «Сварка»» и авторитетной школы профессора С. Г. Паршина (СПбПУ Петра Великого) позволило Российской Федерации занять лидирующие позиции и обеспечить технологический суверенитет в области применения подводной сварки и резки в нефтегазовой, судостроительной и атомной отраслях промышленности, а также в интересах проведения операций спасания на воде и под водой.





































