

Главная проблема, с которой сталкиваются специалисты сварочного производства, — гигроскопичность покрытия электродов. Оно активно впитывает влагу из воздуха даже при обычном складском хранении. Особенно быстро этот процесс идет, если влажность превышает допустимые 50%, а также при резких перепадах температуры, когда на поверхности образуется конденсат.
Последствия использования отсыревших электродов проявляются сразу: дуга горит нестабильно, усиливается разбрызгивание металла, а в шве появляется пористость. Водород, выделяющийся из влажного покрытия в процессе сварки, провоцирует образование холодных трещин. Для ответственных конструкций такой шов становится критическим браком и не проходит контроль качества, сообщает VK-группа КЕДР — Сварочное оборудование.
Решить проблему помогает прокалка электродов. Как пояснили в компании-производителе, режим прокалки зависит от типа покрытия и всегда указывается изготовителем материалов на упаковке. Например, для электродов с основным покрытием температура обычно составляет 300–400°C, а время выдержки — от 30 минут до 2 часов.
«Нарушать режим нельзя: недокал не удалит влагу полностью, а перекал разрушит покрытие», — предупреждают специалисты.
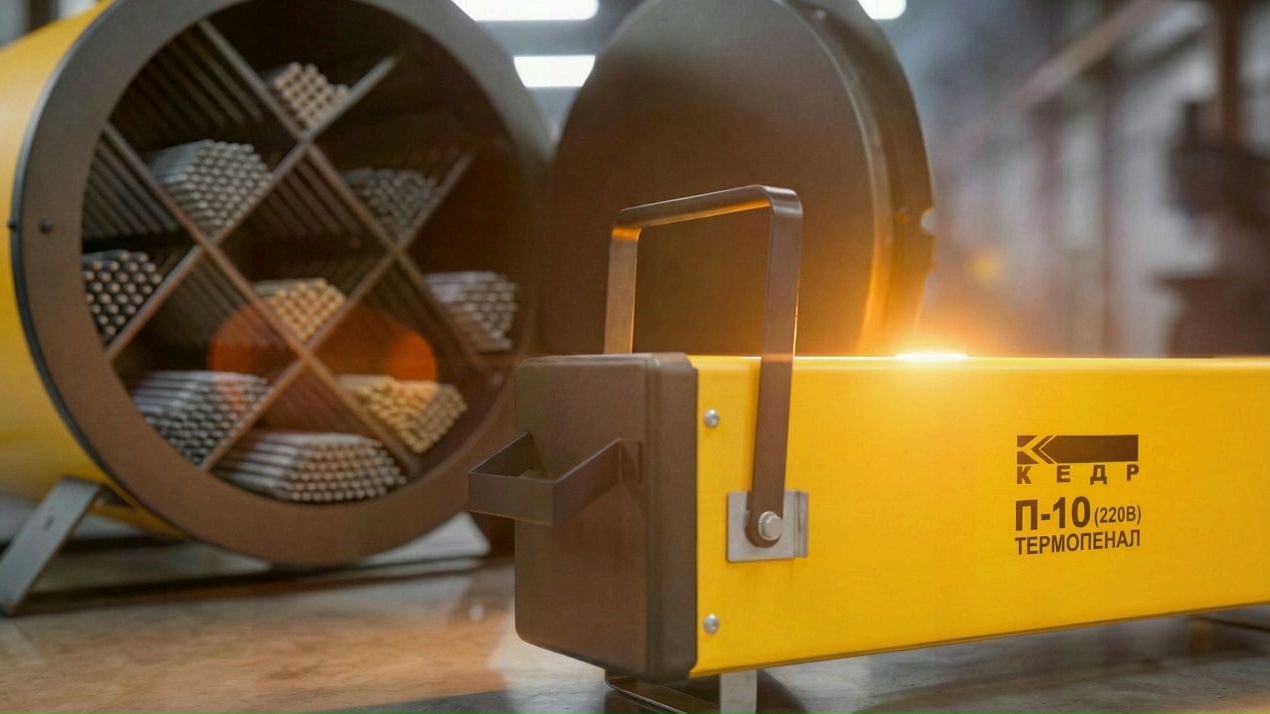
Однако прокалка — лишь половина дела. После нее важно сохранить результат: прокаленные электроды необходимо хранить при температуре 100–150°C в специальных термопеналах, иначе покрытие снова начнет впитывать влагу.
В компании отметили, что их линейка оборудования позволяет полностью закрыть эту технологическую потребность. Для прокалки и сушки предназначены электропечи серии ЭП, рассчитанные на температуру до 400°C и загрузку от 5 до 140 кг. Для небольших объемов подойдет модель ЭП-10 на 10 кг, для производственных участков — печи ЭП-40К или ЭП-90МК с цифровой индикацией, точным контролем температуры и настраиваемым временем работы. Для хранения прокаленных электродов непосредственно на рабочем месте сварщика предназначены термопеналы.
«КЕДР»: решение под любой масштаб производства!


















