
В статье приведены типичные ошибки, допускаемые при подготовке поверхности, и представлен комплексный практический подход, предотвращающий их возникновение. Он включает правильный подбор современных абразивных материалов (шлаки негранулированные, реставрационные порошки), методику адаптивного обучения кадров непосредственно на стройплощадках, а также инициативы по совершенствованию нормативной базы отрасли.
На рабочие характеристики наносимых защитных покрытий значительное влияние оказывает подготовка поверхности непосредственно перед ее окрашиванием. По разным оценкам, идеальная защита от коррозии на 50–70% зависит от качества подготовки поверхности, остальные 30–50% приходятся на качество лакокрасочного материала (ЛКМ) и качество его нанесения.
Несмотря на это, на рынке сложилась парадоксальная ситуация: при обилии современных материалов и технологий очистка поверхности зачастую выполняется с использованием неподходящих средств силами неквалифицированного персонала. Стремясь к экономии, подрядчики пренебрегают качественными абразивами и обучением специалистов, работают с несоответствующим оборудованием и давлением, организуют сушку в кустарных условиях, и так далее. Опыт экспертиз показывает, что именно такие действия, а не качество ЛКМ, становится причиной до 70% отказов, приводя к отслоениям и преждевременной деструкции даже дорогостоящих лакокрасочных систем.
Основные ошибки и их последствия
Анализ практики позволяет систематизировать основные грубые нарушения. К числу наиболее распространенных относится игнорирование требуемого профиля шероховатости. Например, если для тонкослойного грунтовочного материала (ГФ-021 толщиной 20 мкм) применяется крупная фракция абразива (0,5–2,5 мм), создающая профиль шероховатости в 120–150 мкм, при нанесении защитного покрытия возникают «открытые пики» металла, не перекрытые покрытием. В результате развивается «точечная» очень быстрая коррозия, которую в большинстве случаев ошибочно списывают на низкое качество ЛКМ.
Вторая группа ошибок связана с некорректным подбором абразива. Например, существует практика подготовки цветных металлов стальной дробью, что создает гальваническую пару и катализирует коррозионный процесс. Нередко предпринимаются попытки очистить сталь с глубокими раковинами крупной фракцией абразива, что заведомо не позволяет достичь степени очистки Sa3 (высшая степень, «до визуально чистой стали» по ГОСТ Р ИСО 8501−1 (см. табл. 1)), поскольку частицы абразива физически превышают размер углубления.
Таблица 1. Абразивоструйная очистка металлоконструкций в соответствии с ГОСТ Р ИСО 8501−1 «Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности»
Степень очистки | Название | Характеристика поверхности |
Sa1 | Слабая абразивная струйная очистка | При рассмотрении без применения увеличительных приборов поверхность должна быть свободна от масла, консистентной смазки и грязи, а также от легкоотделимой прокатной окалины, продуктов коррозии, лакокрасочных покрытий и посторонних частиц |
Sa2 | Тщательная абразивная струйная очистка | При рассмотрении без применения увеличительных приборов поверхность должна быть свободна от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Допускается наличие на поверхности трудноотделимой остаточной прокатной окалины |
Sa2½
| Сверхтщательная абразивная струйная очистка | При рассмотрении без применения увеличительных приборов поверхность должна быть свободна от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Любые оставшиеся следы очистки допускаются в виде бледных пятен, точек и полос |
Sa3 | Абразивная струйная очистка до видимой чистоты стали | При рассмотрении без применения увеличительных приборов поверхность должна быть свободна от масла, консистентной смазки и грязи, а также от большей части прокатной окалины, коррозии, лакокрасочных покрытий и посторонних частиц. Поверхность должна иметь равномерный металлический цвет |

Третье, особо опасное нарушение — использование запрещенных материалов, таких как речной песок. Несмотря на прямой запрет, введенный в 2003 году (Постановление Главного санитарного врача РФ Г. Г. Онищенко от 26.05.2003 №100 «О введении в действие санитарно-эпидемиологических правил СП 2.2.2.1327−03»), многие подрядчики продолжают его применять. Это ведет не только к некачественной очистке поверхности (остатки прокатной окалины, излишняя запыленность, недостаточный профиль шероховатости), но и к тяжелым профессиональным заболеваниям персонала (силикоз) и загрязнению окружающей среды мелкодисперсным кварцем.
Этапы подготовки поверхности
Подготовка поверхности представляет собой последовательность операций, направленных на создание оптимальных условий для адгезии защитного покрытия.
Первый этап включает механическую обработку конструктивных дефектов, таких как сварные швы и острые кромки, которые впоследствии могут стать концентраторами напряжений и причиной преждевременного разрушения покрытия.
Далее выполняется обмыв поверхности для удаления растворимых загрязнений, в первую очередь солей. Их наличие под покрытием является одной из основных причин развития подпленочной коррозии.
Следующая операция — обезжиривание — проводится с целью полного удаления с поверхности масляных, смазочных и других органических загрязнений, которые снижают адгезию любого типа покрытий.
Далее производится абразивоструйная очистка, в ходе которой удаляются прокатная окалина, ржавчина, продукты коррозии и старые покрытия, а также формируется заданный профиль шероховатости, необходимый для механического сцепления с последующим защитным покрытием.

Завершающим этапом перед нанесением ЛКМ является тщательное обеспыливание. Даже микроскопические частицы абразива и пыли, оставшиеся на поверхности, создают барьер между металлом и покрытием, существенно снижая адгезию и долговечность всей системы защиты.
Во всех производственных процессах обязательным условием для обеспечения долговечности будущего покрытия является контроль качества подготовки поверхности.
Абразивоструйная очистка
Согласно классическим данным испытаний (Francis), срок службы покрытий при ручной или механической очистке поверхности не превышает 2,5 лет. Использование химического травления увеличивает этот срок до 8 лет, а наилучшие результаты (до 10 лет и более) достигаются при абразивоструйной очистке.
Для эффективной абразивоструйной очистки металла и бетона от ржавчины и загрязнений применяется шлак негранулированный классифицированный «Уралгрит». Материал изготавливается из гранулированных шлаков медеплавильного и никелевого производств в соответствии с ISO 11126−3 «Подготовка стальной поверхности перед нанесением красок и связанных с ними продуктов. Спецификация на минеральные абразивы».
Частицам шлака свойственны высокая твердость (6,0 по шкале Мооса) и острая угловатая форма, что позволяет достичь степени очистки Sa3. Материал эффективно профилирует поверхность (в диапазоне 20–140 мкм), что положительно сказывается на адгезии наносимых ЛКМ.
Важное эксплуатационное преимущество шлака «Уралгрит» заключается в минимальном пылеобразовании (массовая доля частиц размером менее 0,2 мм не превышает 5%). Это позволяет подрядчику сократить простои, снизить временной фактор на проведение операций по обеспыливанию и увеличить объем выполняемых работ.

Для обеспечения качества абразивоструйной очистки важен правильный подбор абразива по фракционному составу (табл. 2).
Таблица 2. Фракции шлака негранулированного классифицированного «Уралгрит»
Фракция | Размер фракции, мм | Профиль шероховатости, мкм | Достигаемая степень очистки | Поверхность |
Очень крупная | 0,8 — 3,0 0,5 — 3,0 0,1 — 3,0 | 100 — 200 80 — 200 110 — 200 | Sa2 Sa2½ Sa3 | Очистка от глубокой ржавчины, толстослойной прокатной окалины, поверхности с несколькими слоями краски, толстослойных покрытий, всех видов поверхностей, требующих увеличенного профиля |
Крупная | 0,8 — 2,5 0,5 — 2,5 | 100 — 150 80 — 150 | Очистка от прокатной окалины, обеспечение необходимого профиля для большинства систем ЛКМ мастичного вида | |
Средняя | 0,5 — 2,2 0,2 — 2,2 | 80 — 120 60 — 120 | ||
Мелкая | 0,5 — 1,5 0,2 — 1,6 | 70 — 100 50 — 100 | Sa1 Sa2 Sa2½ Sa3 | Очистка от прокатной окалины, обеспечение среднего профиля |
Очень мелкая | 0,1 — 0,8 | 30 — 60 30 — 50 | Снятие тонкослойных систем ЛКП, свиппинг, удаление продуктов меления и цинковых оксидов, подготовка поверхности под тонкослойные системы окраски, придание минимального профиля |
Равномерный профиль
Для обеспечения оптимальной адгезии нанесенное покрытие должно полностью заполнить впадины профиля и перекрыть его пики. Чем глубже профиль, тем прочнее механическое сцепление. Однако если профиль поверхности чрезмерно велик, пики могут выступать над слоем покрытия, что приводит к точечной коррозии и преждевременному выходу системы из строя. В таких случаях подрядчику приходится проводить повторную очистку шлаком меньшей фракции для снижения профиля до заданной величины, что ведет к значительному удорожанию работ.
Как правило, рекомендуемая глубина профиля составляет 50–75% от толщины сухой пленки грунтовочного покрытия. Для большинства промышленных систем типичный профиль поверхности стали лежит в диапазоне 50−75 мкм и не должен превышать 125 мкм.
При прочих равных условиях более крупная частица создает более глубокую насечку, но равный объем более мелких частиц обеспечивает большее воздействие на площадь. Мелкие частицы быстрее создают широкий охват и приводят к более однородному профилю. Наибольший эффект дает использование мельчайших частиц, необходимых для достижения требуемого профиля.
Подбор параметров оборудования
Максимальная производительность абразивоструйной очистки достигается при корректном сочетании параметров оборудования (см. рисунок). Например, как видно из табл. 3, система работает оптимально при давлении на сопле порядка 0,7 МПа.
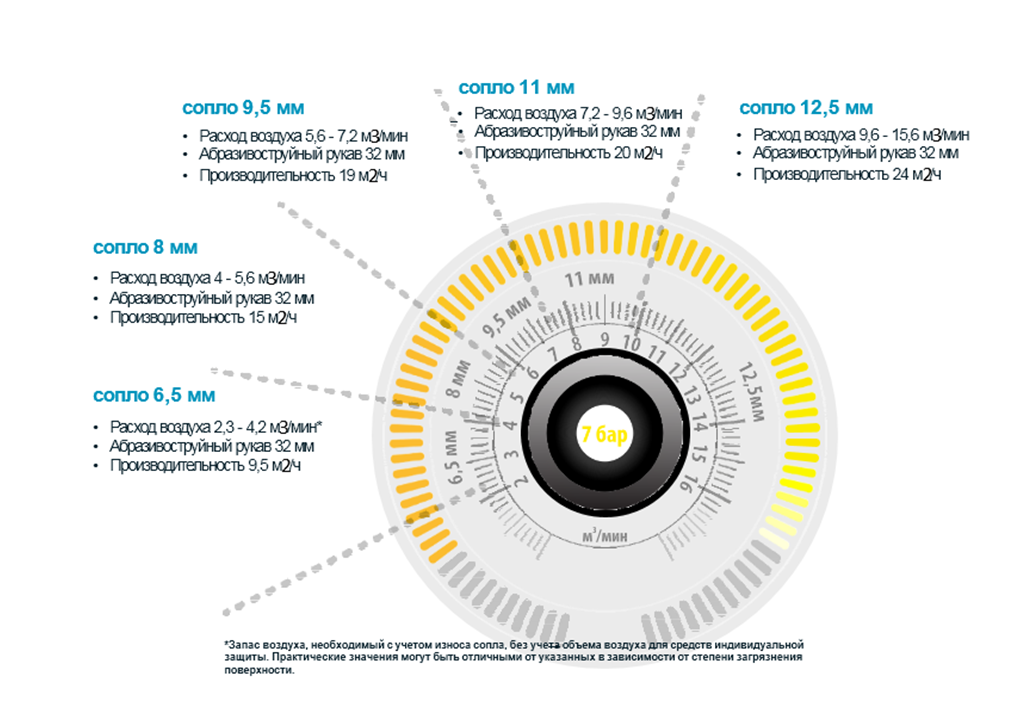
Таблица 3. Зависимость эффективности абразивоструйной очистки от давления на сопле
Давление воздуха у сопла, МПа | Скорость абразивного потока, м/с | Фактор эффективности, % |
0,97 | 262,8 | 160 |
0,86 | 234,6 | 138 |
0,76 | 206,5 | 115 |
0,69 | 187,7 | 100 |
0,66 | 178,8 | 93 |
0,62 | 163,1 | 85 |
0,59 | 147,5 | 78 |
0,55 | 120,7 | 70 |
0,52 | 93,9 | 63 |
0,48 | 84,9 | 55 |
Также важна правильная настройка насыщенности воздушно-абразивной смеси с помощью дозирующего клапана. Избыток абразива не ускоряет, а замедляет работу, приводя к неоправданному расходу материала. Производительность очистки достигает максимума при определенной скорости подачи шлака и его количества в системе, далее при увеличении количества абразива без увеличения давления показатель будет снижаться так же, как и при уменьшении количества абразива и увеличении давления.
Гидроабразивный метод
Гидроабразивная очистка — наиболее эффективный метод с точки зрения энергозатрат, поскольку затраты энергии на сжатие воды значительно ниже, чем на сжатие воздуха. При одинаковой мощности электродвигателя это позволяет достигать гораздо более высокого давления в водной среде, что в разы увеличивает производительность очистки.
Метод широко применяется в судоремонте, где одновременно удаляются водорастворимые загрязнения, а также для подготовки бетонных конструкций, в том числе тяжелых гидротехнических бетонов, для удаления цементного молочка. Рабочее давление в этом методе составляет 15–200 МПа (150–2000 бар), при этом расход абразива существенно снижается. В воду может быть добавлен ингибитор коррозии, совместимый с последующим покрытием.
Использование гидроабразива «Уралгрит» в комбинации с установкой высокого давления (например, Karcher) расширяет возможности подрядчика. Одна и та же установка позволяет выполнять как подготовку металлических поверхностей, так и ремонт бетонных конструкций или реставрационные работы.

Предварительное увлажнение абразива, применяемое в данном методе, позволяет снизить пылеобразование на 92% по сравнению с сухой очисткой, что упрощает локализацию загрязнений, сокращает время на очистку оборудования и минимизирует распространение пыли. Данная технология обеспечивает экологичный способ обработки, сопоставимый по эффективности с традиционными методами, при этом повышая общую эффективность работ за счет сокращения затрат на обеспыливание и уборку. Для реализации метода может быть использовано любое оборудование, обладающее соответствующим функционалом.
Реставрационный порошок
Реставрационный порошок — инновационная разработка ООО «Уралгрит» для максимально бережной (деликатной) очистки разнообразных поверхностей. Мелкодисперсный материал с размером фракции от 0,001 до 0,2 мм востребован в промышленности, строительстве и реставрации.
Порошок производится из гранулированного шлака, имеет остроугольную форму. Его особенность заключается в сочетании высокой твердости (6,0 по шкале Мооса) с микродисперсностью. В отличие от более мягких аналогов вроде микрокальцита (твердость 3,0) он способен удалять тонкослойную окалину на металле и особо твердые покрытия.
Благодаря минимальному размеру частиц порошок создает очень мелкий профиль шероховатости (5–15 мкм) и используется для задач, где требуется особая аккуратность: деликатная очистка цветных металлов, пластика, бетона, натурального камня, реставрация исторической кирпичной кладки, а также удаление таких загрязнений как «меление» с эпоксидных грунтов без повреждения основного слоя покрытия.
Образовательный центр «Уралгрит»
Понимая, что проблему качества подготовки поверхности невозможно решить только поставками материалов, компания «Уралгрит» создала собственный образовательный центр. Его цель заключается в профессиональной подготовке и повышении квалификации специалистов рабочих профессий в области антикоррозионной защиты.
Основной принцип работы центра — отказ от теоретических и оторванных от практики курсов в пользу максимально прикладного обучения. Программы строятся индивидуально и в 75% случаев проходят непосредственно на площадке заказчика. Специалист при необходимости и предварительном согласовании с заказчиком выезжает на объект, проводит аудит имеющегося оборудования, материалов и технологических задач, после чего формирует адаптированную учебную программу.
Стандартный курс длится пять дней, сочетая теорию (три дня) с интенсивной практикой (два дня). Практические занятия включают реальные операции: настройку давления на оборудовании заказчика, подбор фракции абразива под конкретный тип загрязнения, сборку и контроль пескоструйного комплекса. Преподаватели, являющиеся экспертами с международным опытом, отрабатывают со слушателями правильные приемы работы, формируя устойчивые профессиональные навыки.
Центр располагает комфортными помещениями, оснащенными современным оборудованием, и предоставляет слушателям уникальные методические материалы. По окончании курса выдается свидетельство государственного образца. Такой подход, ориентированный на бригады с любым начальным уровнем, гарантирует, что полученные компетенции будут эффективно применены в реальных рабочих условиях. Центр также предоставляет возможность организации дистанционного обучения.
Нормативная повестка и перспективы
Для закрепления результатов по подготовке поверхности для нанесения ЛКМ необходима модернизация нормативной базы. В партнерстве с Ассоциацией сертификации инспекторов «Русский Регистр» ведется разработка новой отраслевой программы обучения и сертификации маляров и пескоструйщиков, где выпускник будет обладать компетенциями, приближенными к инспектору. Планируется, что программа стартует в Екатеринбурге уже в 2026 году.
Отдельным требованием рынка является обязательное внесение в паспорта абразивных материалов показателя содержания водорастворимых загрязнений. Это позволит заказчикам контролировать, не вносит ли сам абразив дополнительные коррозионные риски на поверхность, и выбирать материалы, гарантирующие долговечность покрытия. ООО «Уралгрит» готово проработать и внедрить данное требование.
















